How to Optimize Your Manufacturing Processes for Improved Efficiency

Learn how to optimize your manufacturing processes for improved efficiency with practical tips and strategies in this blog post.
The Future of Robotics in Manufacturing

Explore the latest advancements in robotics technology and their potential implications for the future of manufacturing. Discover the benefits of using robots i …
How to Optimize Your Manufacturing Process with Automation

This blog post showcases Adaptive Innovations Corp’s customized engineering process for developing and implementing assembly automation solutions. The post high …
Machine Vision: How Automation is Improving Quality Control
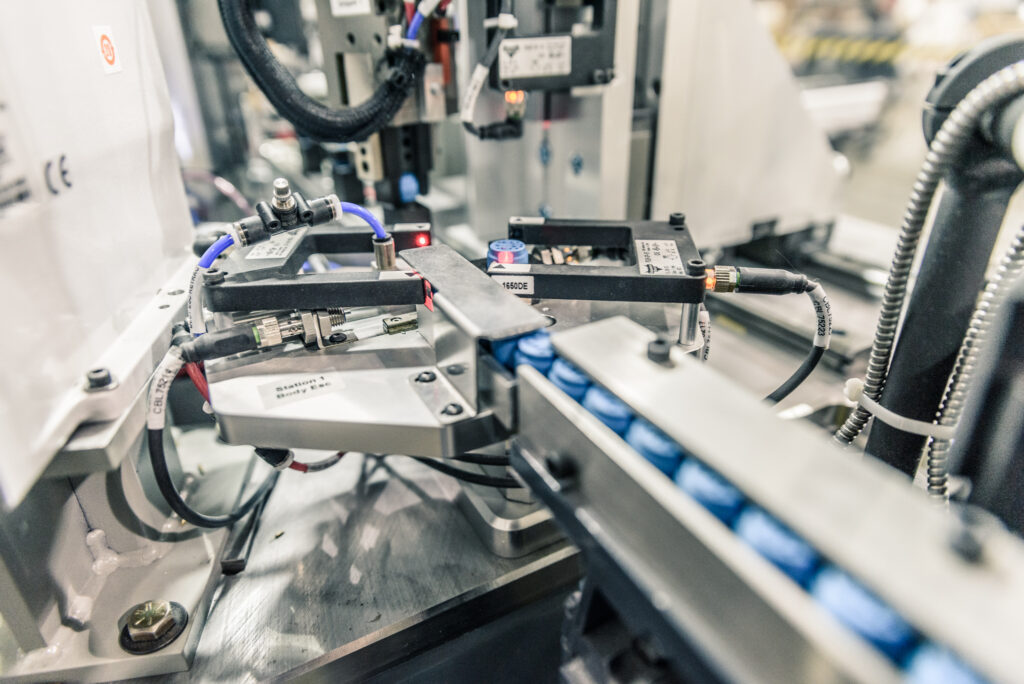
In today’s fast-paced manufacturing industry, competition is fierce and businesses must work hard to stay ahead. One key aspect of this is maintaining high levels of quality control to ensure that products meet the highest standards. Any defects or inconsistencies can result in significant losses, not only financially but also in terms of the company’s reputation. This is where machine vision technology comes in. Machine vision, also known as computer vision, is a form of automation that allows computers to analyze and interpret images and videos. In the context of quality control, this technology can be used to identify defects or inconsistencies in products during the production process. This is done by using cameras and sensors to capture images of products as they move along the production line, which are then analyzed by software to detect any deviations from the expected standard. Machine vision technology can detect even the smallest defects that may be missed by human inspectors, making it a valuable tool for businesses seeking to improve their quality control processes. By identifying defects early in the production process, machine vision can help prevent faulty products from making it to market, ultimately saving businesses time and money. Here are some ways that machine vision technology is improving quality control: Increased accuracy Increased accuracy is one of the primary advantages of using machine vision technology for quality control purposes. While human inspectors may be trained to identify certain types of defects in products, they are still subject to human error and may miss defects or inconsistencies that are not immediately apparent. Machine vision, on the other hand, uses advanced algorithms and computer processing power to analyze images and videos with a high degree of accuracy and consistency. This means that machines can identify even the smallest defects or deviations from the expected standard, which may be missed by human inspectors. By utilizing machine vision technology for quality control, businesses can significantly improve their accuracy rates, leading to higher-quality products and fewer defects. This increased accuracy also leads to greater consistency in product quality, as machines can analyze products with the same level of precision every time, regardless of factors such as fatigue or distraction that may affect human inspectors. Furthermore, the increased accuracy of machine vision can also help to reduce the incidence of false positives and false negatives in quality control. False positives occur when a machine identifies a defect that is not actually present, while false negatives occur when a machine fails to identify a defect that is present. By improving accuracy rates, machine vision technology can reduce the occurrence of these errors, further improving the efficiency and effectiveness of quality control processes. Increased Efficiency Increased efficiency is another significant advantage of using machine vision technology for quality control purposes. Unlike human inspectors who may require breaks and can become fatigued, machines can analyze images and videos at a much faster rate and without tiring. This allows for faster and more efficient quality control processes, which can help to reduce costs and increase productivity. By implementing machine vision technology, businesses can improve the speed of their quality control processes, allowing for quicker detection and resolution of defects. This can lead to reduced downtime and faster time-to-market, which can be especially beneficial in industries with fast-paced production schedules. Additionally, increased efficiency can result in cost savings, as less time and labor are required to complete quality control processes. Moreover, the increased efficiency of machine vision technology can also help to reduce errors in quality control. Since machines can analyze images and videos at a much faster rate and without fatigue, they are less likely to make mistakes or overlook defects. This can lead to more accurate and reliable quality control results, ultimately improving the overall effectiveness of quality control processes. In summary, the increased efficiency of machine vision technology can lead to faster and more cost-effective quality control processes, as well as fewer errors and more accurate results. Cost Savings Cost savings is a critical benefit of implementing machine vision technology in quality control processes. By identifying defects early in the production process, machine vision can prevent faulty products from making it to the market. This helps to reduce the costs associated with recalls, repairs, and lost sales, which can have a significant impact on a company’s bottom line. In traditional quality control processes, the detection of defects may occur late in the production process or after the product has been shipped to customers, which can result in costly recalls and repairs. Machine vision technology can identify defects much earlier in the production process, allowing for timely corrective action to be taken, reducing the likelihood of faulty products being shipped to the market. Additionally, machine vision technology can help to reduce the need for human labor in quality control processes, leading to further cost savings. With machines handling the majority of quality control tasks, businesses can save on labor costs and free up employees to focus on more value-added tasks. Moreover, by preventing faulty products from reaching the market, machine vision technology can help to protect a company’s reputation, avoiding the negative impact that product recalls and repairs can have on customer trust and brand loyalty. In summary, the use of machine vision technology in quality control processes can lead to significant cost savings by preventing faulty products from reaching the market, reducing the costs associated with recalls, repairs, and lost sales, and reducing the need for human labor in quality control processes. Machine learning algorithms have been a game-changer for the application of machine vision technology in quality control processes. Machine learning algorithms enable machines to learn from large amounts of data and improve their performance without being explicitly programmed. In the context of quality control, machine learning algorithms can learn to recognize specific patterns or defects in products, allowing for more accurate identification of defects and inconsistencies. As more data is collected, machine learning algorithms can become even more sophisticated and accurate. The ability to continually
Revolutionizing Medical Manufacturing Workflows with Automation
The medical manufacturing industry is one of the most dynamic industries globally, with continuous advancements and innovations that enable medical device and equipment manufacturers to produce better and more reliable products. Automation is one such technological innovation that has revolutionized medical manufacturing workflows. By incorporating automation into the production process, medical manufacturers can achieve a variety of benefits. For instance, automation can optimize and standardize production workflows, enabling manufacturers to achieve consistent and repeatable results while reducing the risk of errors. By reducing manual intervention, automation can also reduce labor costs and eliminate the potential for human errors, thus increasing overall production efficiency. Additionally, automation can reduce the time it takes to produce medical devices, allowing manufacturers to get their products to market more quickly, providing a competitive advantage. Overall, the incorporation of automation into medical manufacturing workflows enables manufacturers to achieve better productivity, reduce costs, and produce higher quality products that meet or exceed regulatory requirements. In this blog post, we will explore the benefits of using automation to optimize medical manufacturing workflows. We will also discuss the various technologies and tools that can be employed to streamline these workflows, as well as some real-world examples of companies that have successfully implemented automation to improve efficiency, reduce costs, and enhance product quality in the medical manufacturing industry. Benefits of Automating Medical Manufacturing Workflows Automating medical manufacturing workflows offers a wide range of benefits, including: Increased Efficiency Automation in medical manufacturing workflows brings a significant increase in efficiency by automating repetitive tasks that consume valuable time, and are often prone to errors. Manual labor is essential in the manufacturing process, but automating certain repetitive tasks such as assembly and testing can free up workers to focus on more skilled and technical work, thereby increasing efficiency. Machines can assemble and test products more quickly and consistently, significantly reducing production time and increasing output. Automating these tasks eliminates the potential for human errors, reducing the risk of product recalls and increasing quality control. Automated workflows allow medical device and equipment manufacturers to produce more products in less time, meeting customer demands, and staying competitive in the market. Moreover, automation technology provides real-time insights into the production process that can help manufacturers identify inefficiencies, and streamline workflows further. With automation, data is collected from various sensors and machines throughout the production process, and this data is then analyzed using machine learning algorithms to provide insights that can help manufacturers optimize their processes further. By understanding the production process’s efficiency better, manufacturers can make data-driven decisions that help improve the quality of products, reduce waste, and increase profits. In conclusion, automation technology has a tremendous impact on the medical manufacturing industry, increasing production efficiency, reducing manual labor, and ensuring high-quality products are produced consistently. As medical device and equipment manufacturers continue to adopt automation technology, they can remain competitive, reduce costs, and produce products that meet regulatory requirements. Improved Product Quality Automation has revolutionized the medical manufacturing industry by improving product quality through standardization and eliminating variations that may arise from human errors. With automation, manufacturers can achieve greater consistency and accuracy in the production process, ensuring that each product meets or exceeds the expected quality standards. By eliminating manual processes, automated workflows minimize the risk of errors that can lead to defects, resulting in higher quality products. Automated inspection and testing systems are essential in the medical manufacturing industry, as they allow manufacturers to identify even the slightest defects that may arise during the production process. The systems use sensors, cameras, and machine learning algorithms to detect deviations in products and ensure that they meet the required specifications. Automated testing and inspection not only identify defects but also allows manufacturers to identify the root causes of these defects, enabling them to rectify the problem and prevent similar issues in future production runs. Moreover, automation ensures that products are consistently produced according to regulatory standards. The automated systems can detect deviations from these standards, alerting manufacturers to take corrective actions before releasing products to the market. By consistently producing products that meet regulatory requirements, manufacturers can avoid costly product recalls and maintain a positive reputation. In conclusion, automation technology has brought significant improvements to medical manufacturing workflows, ensuring consistent quality across products and minimizing defects caused by human error. Automated inspection and testing systems enable manufacturers to detect and rectify defects before they become larger problems. By adopting automation technology in their production processes, manufacturers can improve product quality, reduce costs, and maintain regulatory compliance, ultimately providing customers with high-quality products. Cost Reduction One of the significant benefits of automation in medical manufacturing workflows is the cost reduction it offers. Automation technology optimizes the production process by reducing the need for manual labor, which can be costly in terms of wages, benefits, and training. With automation, manufacturers can significantly reduce labor costs, especially for repetitive and time-consuming tasks such as assembly, testing, and inspection. Additionally, automated systems can run for longer periods without breaks, resulting in more significant productivity gains. Another way automation reduces costs is by minimizing material waste. Automated workflows can accurately measure and dispense materials, ensuring that the right amount is used in the production process. This reduces the risk of overuse, underuse, or incorrect use of materials, which can lead to waste and increased production costs. Moreover, automation can improve product yield by detecting and eliminating defects early in the production process, reducing the number of products that need to be scrapped, and ultimately saving costs. By optimizing workflows and increasing productivity, automation can also help manufacturers save on overhead costs such as energy consumption, maintenance, and repairs. Automated systems can operate more efficiently and consistently than human workers, leading to a reduction in equipment downtime and maintenance costs. In turn, this leads to increased profitability and a more competitive pricing strategy. In conclusion, automation technology offers significant cost reductions in medical manufacturing workflows. By reducing labor costs, minimizing material waste, and optimizing workflows, manufacturers can achieve greater efficiency,
Overcoming the Challenges of Food Manufacturing with Automation
The food manufacturing industry is characterized by a wide range of challenges that businesses need to address to remain competitive and profitable. Maintaining consistent quality of food products, ensuring their safety, minimizing waste, and maximizing efficiency while facing labor shortages are some of the most significant challenges that food manufacturers face. However, automation technologies such as robotics, sensors, and artificial intelligence can help address these challenges by streamlining manufacturing processes, increasing productivity, reducing errors, and optimizing resources. Automation can help food manufacturers improve their quality control processes, lower costs, and improve their competitiveness in the market by increasing operational efficiency, providing greater flexibility and adaptability, and ultimately improving the overall value of their products. Overall, automation presents an opportunity for food manufacturers to improve their processes, enhance their products, and achieve greater success in the industry. Challenge 1: Maintaining Consistent Quality Maintaining consistent quality is a significant challenge for food manufacturers, as it is critical to their success. Even small variations in quality can impact customer satisfaction, brand reputation, and ultimately, revenue. Automation technologies can be an effective solution to address this challenge, as they can ensure that each batch of food produced meets the same high standards. By using sensors and other technologies, automation systems can continuously monitor and adjust various factors throughout the production process, including temperature, humidity, and ingredient quantities. This helps to reduce human error and variability, which can significantly impact quality. In addition, automation technologies can provide real-time data insights, allowing manufacturers to quickly identify and address any potential issues before they become larger problems. Ultimately, automation technologies can help to ensure that every product meets the same high standards, leading to improved customer satisfaction and brand loyalty, and ultimately, higher profits for food manufacturers. Challenge 2: Ensuring Food Safety Food safety is a critical issue for food manufacturers, as any contamination or spoilage can result in severe health risks for consumers, damaged brand reputation, and even legal repercussions. Meeting stringent safety regulations and standards can be a complex and time-consuming process that can be challenging for many businesses to manage effectively. Fortunately, automation technologies can be a valuable tool in improving food safety by reducing the risk of contamination and other issues. By using sensors and other technologies, automation systems can detect any signs of spoilage or contamination and remove the affected product from the production line automatically. Additionally, automated cleaning systems can maintain a clean and sterile production environment, reducing the risk of contamination from bacteria and other harmful pathogens. These systems can also track and record important data such as temperature, humidity, and other environmental factors, ensuring that manufacturers can provide evidence of compliance with safety regulations. Ultimately, automation technologies can help to ensure that food products are safe and meet the highest standards of quality, resulting in improved customer satisfaction, brand reputation, and profits for food manufacturers. Challenge 3: Reducing Waste Food waste is a significant issue that affects not only the financial health of food manufacturing businesses but also the environment. According to the United Nations, approximately one-third of all food produced globally is lost or wasted each year, with significant economic, social, and environmental consequences. The food manufacturing industry is no exception, with wasted materials and discarded products costing businesses millions of dollars each year. Reducing waste is, therefore, essential not only for financial reasons but also for sustainability and environmental concerns. Automation can play a vital role in reducing waste by optimizing production processes and minimizing the amount of material that is wasted. By using automated ingredient dispensing systems, food manufacturers can ensure that the correct amount of each ingredient is added, reducing the risk of overuse or waste. Furthermore, automated packaging systems can help to reduce waste by optimizing the use of packaging materials and reducing the risk of damage or spoilage during transportation. Additionally, automation can help to monitor the production process and identify potential sources of waste, enabling manufacturers to make data-driven decisions and improve their processes further. By reducing waste, food manufacturers can reduce their environmental impact, save money, and enhance their brand reputation as a socially responsible company. Challenge 4: Increasing Efficiency Automation can also help to optimize supply chain management, another key area where efficiency can be improved. By using sensors and other technologies, automated systems can track inventory levels, monitor delivery times, and identify any potential issues that could cause delays or disruptions. This can help businesses to optimize their supply chain processes, reduce lead times, and improve overall efficiency. Additionally, automated systems can also help to reduce the risk of errors and delays caused by manual data entry or other human factors, ensuring that production processes run smoothly and efficiently. Challenge 5: Coping with Labor Shortages Furthermore, automation can also help to improve the safety of the production process, reducing the risk of accidents and injuries to workers. By automating repetitive or dangerous tasks, businesses can reduce the risk of workplace injuries and create a safer working environment for their employees. This can also lead to increased employee satisfaction and retention, as workers are less likely to leave a job that is safe and secure. Additionally, automation can free up human resources to focus on higher-level tasks that require critical thinking and problem-solving skills, further increasing efficiency and productivity. Overall, automation can provide a viable solution to the challenges posed by labor shortages in the food manufacturing industry. In conclusion, the food manufacturing industry faces numerous challenges that can impact their operations and bottom line. From maintaining consistent quality to coping with labor shortages, reducing waste, increasing efficiency, and ensuring food safety, there are many hurdles to overcome. Fortunately, automation provides a range of solutions that can help food manufacturers to thrive in an increasingly competitive marketplace. Automation can ensure consistent quality by using sensors and other technologies to monitor every aspect of the production process, improve food safety by reducing the risk of contamination and other issues, reduce waste by optimizing production processes and minimizing the amount of
Robotics and AI in Food Manufacturing: The Future is Now

The technological advancements we are currently experiencing have a profound impact on the way industries operate. Automation is a key factor in this development as it allows industries to increase efficiency, speed, and accuracy while reducing costs. The food manufacturing industry is no exception to this trend. By embracing automation, the food manufacturing industry can optimize its production processes and bring significant benefits to manufacturers and consumers alike. The integration of robotics and AI in food manufacturing can have a transformative impact. Robotics technology can be used to perform repetitive and dangerous tasks, such as packaging and transporting food products, which reduces the risk of workplace injuries and improves overall productivity. Additionally, robots can work around the clock, which increases the speed of production and reduces the time it takes to complete tasks. Artificial intelligence can further enhance the production process by enabling machines to learn from data, identify patterns, and make decisions based on that data. AI algorithms can analyze data on factors such as temperature, humidity, and ingredient composition, and adjust production processes in real-time to optimize quality and minimize waste. This helps manufacturers to maintain consistency in their products and to produce them at a lower cost. Furthermore, the integration of robotics and AI can significantly enhance food safety and hygiene. With the use of robots and AI, the production process can be streamlined to minimize the risk of contamination, and automated systems can provide a safer working environment for employees. This also results in products with fewer defects, which benefits consumers as well as manufacturers. In conclusion, the food manufacturing industry has a lot to gain from embracing automation, specifically the integration of robotics and AI. This technology can revolutionize production processes, improving efficiency, speed, and accuracy, as well as enhancing food safety and hygiene. By leveraging automation, manufacturers can produce higher quality products at a lower cost, which is a win-win for all stakeholders. In this blog post, we will explore the benefits of combining robotics and AI in food manufacturing automation. We will discuss how this technology can increase productivity, reduce costs, and improve the overall quality of the food being produced. We will also delve into the ways in which robotics and AI can enhance food safety and hygiene, as well as how they can help manufacturers meet regulatory requirements. Increased Productivity Productivity is a key factor in the success of any business, and the integration of robotics and AI in food manufacturing can significantly increase productivity. By automating repetitive tasks, robots can work for longer periods without the need for breaks or rest, which leads to faster production and higher output. This reduces production time and leads to increased efficiency. For example, in food packaging, robots can be programmed to handle the packaging process from start to finish, including the handling of raw materials, packaging, sealing, and labeling. This enables the production of large quantities of packaged products in a short period, while minimizing the risk of contamination. Additionally, robots can also be used for quality control, which is a crucial aspect of food manufacturing. Automated systems can detect defects in products and remove them from the production line, which minimizes waste and increases the overall quality of the final product. Furthermore, AI can further enhance productivity by optimizing production processes. By analyzing data on factors such as temperature, humidity, and ingredient composition, AI algorithms can make real-time adjustments to the production process to optimize quality and minimize waste. This leads to increased productivity and cost savings, as well as more consistent product quality. In conclusion, the integration of robotics and AI in food manufacturing can significantly increase productivity. The use of robots can enable faster production and higher output, while AI can optimize processes, leading to further increases in productivity. As a result, food manufacturers can produce more products in less time, leading to increased efficiency, cost savings, and a higher-quality final product. Reduced Costs The integration of robotics and AI in food manufacturing can also lead to reduced costs. By automating tasks that were previously done manually, companies can reduce labor costs and minimize errors caused by human factors. With robotics, the need for human intervention is greatly reduced, which leads to significant savings on labor costs. For example, in food packaging, robots can be programmed to handle the entire packaging process, including the handling of raw materials, packaging, sealing, and labeling. This reduces the need for manual labor and eliminates the possibility of human error, which can result in product defects or contamination. Additionally, by using AI to optimize production processes, companies can reduce waste, energy consumption, and material costs. AI algorithms can analyze data on factors such as temperature, humidity, and ingredient composition to make real-time adjustments to the production process, which leads to more efficient use of resources. By reducing labor costs and minimizing waste, companies can realize significant cost savings. These cost savings can be passed on to consumers in the form of more affordable food products. In conclusion, the integration of robotics and AI in food manufacturing can lead to reduced costs. By automating tasks and optimizing production processes, companies can reduce labor costs, minimize errors, and lower material and energy consumption. This leads to cost savings for companies and more affordable food products for consumers. Improved Quality Control The integration of robotics and AI in food manufacturing can greatly improve quality control processes, which is of utmost importance in the food manufacturing industry. Robots equipped with sensors and cameras can detect and sort defective products in real-time, leading to improved product quality and consistency. By automating the inspection process, manufacturers can ensure that every product that leaves the production line meets strict quality standards, thus reducing the risk of product recalls and associated costs. Furthermore, AI can analyze production data in real-time and detect any anomalies, allowing manufacturers to identify and address quality issues immediately. AI algorithms can analyze data on factors such as temperature, humidity, and ingredient composition to identify patterns and
Maximizing Efficiency and Safety: A Guide to Material Handling in the Food Industry

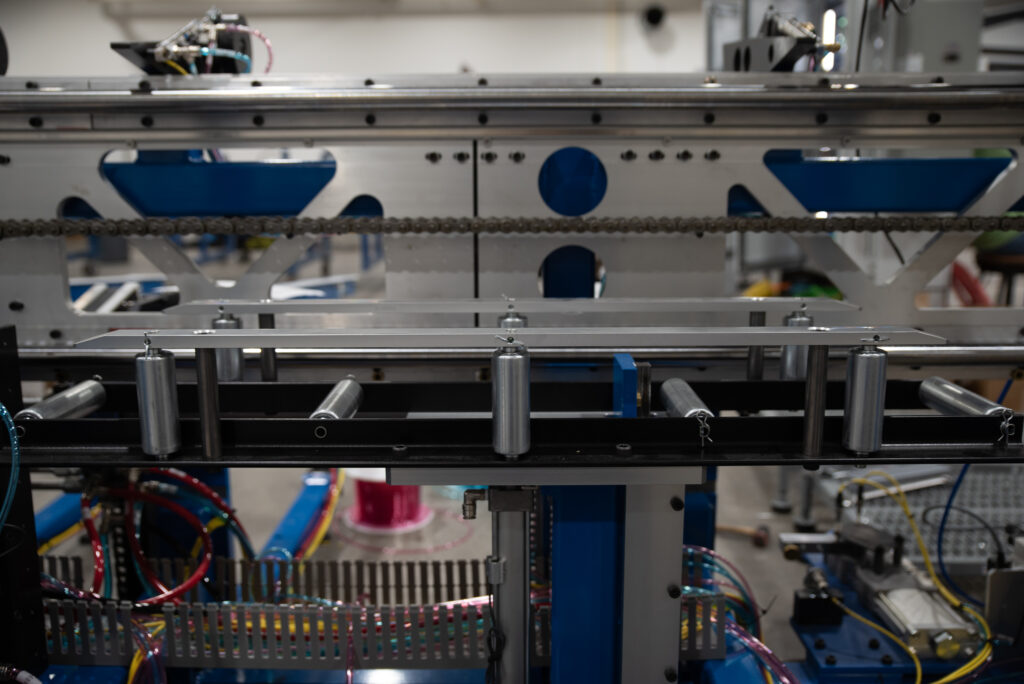
[siteorigin_widget class=”SiteOrigin_Widget_Hero_Widget”][/siteorigin_widget] Material handling in the food industry is a critical aspect of food production, as it involves the movement, storage, and transportation of raw materials, finished products, and packaging materials. Efficient material handling can help food manufacturers optimize production processes, minimize downtime, reduce waste, and ensure the safety and quality of the products. In this blog post, we will explore some of the best practices and innovative technologies for material handling in the food industry. Material Handling Challenges in the Food Industry The food industry faces several unique challenges when it comes to material handling. For example, food products are often perishable and require careful handling and storage to maintain their quality and safety. Additionally, food manufacturers must comply with strict regulations regarding the handling and storage of food products, which can vary depending on the type of product and the market. Another challenge in material handling for the food industry is the need to minimize contamination risks. Foodborne illnesses can result from contaminated food products, and therefore, food manufacturers must take measures to prevent contamination during material handling. This can involve using specialized equipment, implementing hygiene and sanitation protocols, and training employees on proper handling procedures. Best Practices for Material Handling in the Food Industry To overcome the challenges of material handling in the food industry, it is essential to implement best practices that prioritize safety, efficiency, and quality. Here are some best practices for material handling in the food industry: Implement Hygiene and Sanitation Protocols: To minimize contamination risks, food manufacturers should implement strict hygiene and sanitation protocols for their facilities, equipment, and personnel. This can include regular cleaning and disinfection, handwashing stations, and protective clothing and equipment. Use Food-Grade Materials: All materials used in the production, handling, and storage of food products should be food-grade and approved for use by regulatory agencies. This includes packaging materials, containers, and equipment. Optimize Storage and Transportation: To ensure the quality and safety of food products, manufacturers should optimize storage and transportation processes. This can involve using temperature-controlled storage and transportation systems, implementing FIFO (first-in, first-out) inventory management, and ensuring proper handling and storage of raw materials and finished products. Train Employees on Proper Handling Procedures: Employees involved in material handling should receive proper training on handling procedures, safety protocols, and sanitation practices. This can help minimize risks and ensure the quality and safety of food products. Innovative Technologies for Material Handling in the Food Industry In addition to best practices, food manufacturers can benefit from using innovative technologies to optimize their material handling processes. Here are some of the latest technologies for material handling in the food industry: Automated Storage and Retrieval Systems (AS/RS): AS/RS systems use automated machinery to move and store materials, eliminating the need for manual labor. This can help reduce costs, increase efficiency, and improve safety and accuracy in material handling. Robotics and Automation: Robotics and automation can be used for a range of material handling tasks in the food industry, including picking, packing, and palletizing. This can help reduce labor costs, increase productivity, and improve safety and quality in material handling. RFID and Barcode Technology: RFID (radio-frequency identification) and barcode technology can be used to track and manage inventory, improving accuracy and efficiency in material handling. This can help reduce waste, minimize downtime, and ensure proper storage and handling of materials and products. Advanced Sensors and Analytics: Advanced sensors and analytics can be used to monitor and optimize material handling processes in real-time. This can help identify inefficiencies, prevent downtime, and improve safety and quality in material handling. Efficient material handling is essential for the food industry as it affects the entire production process from the movement of raw materials to the transportation of finished products. By optimizing material handling processes, food manufacturers can reduce the time and costs associated with production, increase efficiency and throughput, and minimize waste. In addition, proper material handling practices are critical to ensuring the safety and quality of food products, as contamination risks can have serious consequences such as foodborne illnesses and product recalls. To achieve efficient material handling, food manufacturers need to implement best practices such as hygiene and sanitation protocols, using food-grade materials, optimizing storage and transportation, and training employees on proper handling procedures. These practices help minimize contamination risks and ensure that the products are of the highest quality and safety standards. Furthermore, food manufacturers can benefit from the latest innovative technologies such as AS/RS, robotics and automation, RFID and barcode technology, and advanced sensors and analytics to further optimize their material handling processes. These technologies can help increase efficiency, reduce costs, and improve safety and quality in material handling. In conclusion, material handling is a critical aspect of food production, and by implementing best practices and utilizing innovative technologies, food manufacturers can optimize their material handling processes and ensure the safety and quality of their products. It is essential to prioritize material handling practices to improve efficiency, reduce waste, and maintain safety and quality standards in the food industry. [siteorigin_widget class=”SiteOrigin_Widget_Cta_Widget”][/siteorigin_widget]